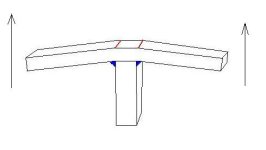
Hi all, My sub frame broke on my MF 1533 backhoe.

 I'm not the greatest at welding so i am asking the pro's how to go about this don't really feel like spending 500.00 for another one, plus they told me its back ordered. I bought this welder from a buddy for 75.00
I'm not the greatest at welding so i am asking the pro's how to go about this don't really feel like spending 500.00 for another one, plus they told me its back ordered. I bought this welder from a buddy for 75.00 Thanks to all. Darryl
Thanks to all. Darryl
I'm not the greatest at welding so i am asking the pro's how to go about this don't really feel like spending 500.00 for another one, plus they told me its back ordered. I bought this welder from a buddy for 75.00 Thanks to all. Darryl