woodlandfarms
Super Member
- Joined
- Jul 31, 2006
- Messages
- 6,117
- Location
- Los Angeles / SW Washington
- Tractor
- PowerTrac 1850, Kubota RTV x900
OK, my setup....
Scratch Start Tig
100% Argon
#6 Cup
Matheson Select 3.32 Blue Tip E3 Tungsten Electrode
Everlast PowerArc 200st

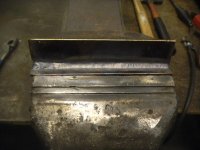
Setup for 16 Guage Mild Steel
25 Amps on Meter
15CFM on Argon
Results - A lot of burn through.

Setup for 24 Guage Copper
20 Amps
15CFM
Results - Incineration. By the time I got a puddle I burned through. I tried laying some filler copper on top, see if that would help, torched right through.


While I am a beginner, I am not sure the issue is me. Maybe 20 Amps is too much for this stuff (WOO HOO I get to buy a real tig machine) but I think not. All the charts and while none I have found mention 24 guage copper, it seems to me that I need a lot more than 20 amps to make it happen.
Looking for any and all comments.
Scratch Start Tig
100% Argon
#6 Cup
Matheson Select 3.32 Blue Tip E3 Tungsten Electrode
Everlast PowerArc 200st
Setup for 16 Guage Mild Steel
25 Amps on Meter
15CFM on Argon
Results - A lot of burn through.
Setup for 24 Guage Copper
20 Amps
15CFM
Results - Incineration. By the time I got a puddle I burned through. I tried laying some filler copper on top, see if that would help, torched right through.
While I am a beginner, I am not sure the issue is me. Maybe 20 Amps is too much for this stuff (WOO HOO I get to buy a real tig machine) but I think not. All the charts and while none I have found mention 24 guage copper, it seems to me that I need a lot more than 20 amps to make it happen.
Looking for any and all comments.

 . There was a time in my life where I thought 3/8-inch thick metal was sheet metal
. There was a time in my life where I thought 3/8-inch thick metal was sheet metal