duanew1
Silver Member
First. I am new to welding. I have wanted to learn welding for a while now. I looked into some other cheaper options specially harbor freight and 120v migs. But my wife suggested I get a better one. I believe that she was right. I began looking at the Everlast iMig 140 E. I read many of the 120 volt threads and decided that I was going to need something a little more powerful. I decided on the Everlast Power iMig 200. It was on sale at Amazon and I have some gift cards to use. I really liked it had a readout for volts and wire speed. Also like the versatility of being dual voltage and stick weld capability. The only thing I don't like about it is that there is not a chart on the inside two tell you the starting point for settings. That is my only problem right now. Otherwise I believe this welder will last me a while.
A started off by ordering the wire to make a pig tale to connect my welder. I thought about adding a 240 volt outlet below the breaker box in the garage. I was going to need an extension cord anyway. This is the way I went. I ordered 40 feet of 10/3 SOOW wire. I went to Home Depot and picked up the appropriate connections for than cable to connect to the dryer connection in the garage. I will be able to change the connection end later when I move to house, so this will have future use. The cable is shown in the picture below.
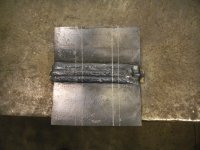
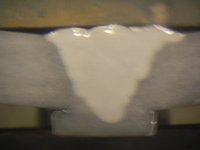
I have the welder set up for flux core wire because most of my welding will be done outside. I've done a few test welds. These are shown in the picture below. I started at the top of the pic and wend down. I use the initial savings from the Miller web site and 3/16 steel with flux core. It states 205-215 ipm, 190-220 amps and 15-16 volts. 15.5 volts was far too cold. The wire was just bouncing off the metal and sticking. I went up to 17.5 and it was much better. This may still be too cold. Had I had a chance to look at the actual amps on the readout yet so I don't know what that is.
I have been watching many youtube videos and trying to gain as much knowledge as I can before I start. It is hard to think of everything you were supposed to do in the moment. I get forgetting things to know I need to do. My first few lines I was not dragging the puddle so I got porosity. I sometimes use the wrong angle. This all comes with practice I know.
One more problem I think I'm having is that I was using to short of a stickout. This is because my slag was not uniformly covering the weld when I was done. I saw this on another video.
I plan on putting some of my projects here. That will come with time.
A started off by ordering the wire to make a pig tale to connect my welder. I thought about adding a 240 volt outlet below the breaker box in the garage. I was going to need an extension cord anyway. This is the way I went. I ordered 40 feet of 10/3 SOOW wire. I went to Home Depot and picked up the appropriate connections for than cable to connect to the dryer connection in the garage. I will be able to change the connection end later when I move to house, so this will have future use. The cable is shown in the picture below.
I have the welder set up for flux core wire because most of my welding will be done outside. I've done a few test welds. These are shown in the picture below. I started at the top of the pic and wend down. I use the initial savings from the Miller web site and 3/16 steel with flux core. It states 205-215 ipm, 190-220 amps and 15-16 volts. 15.5 volts was far too cold. The wire was just bouncing off the metal and sticking. I went up to 17.5 and it was much better. This may still be too cold. Had I had a chance to look at the actual amps on the readout yet so I don't know what that is.
I have been watching many youtube videos and trying to gain as much knowledge as I can before I start. It is hard to think of everything you were supposed to do in the moment. I get forgetting things to know I need to do. My first few lines I was not dragging the puddle so I got porosity. I sometimes use the wrong angle. This all comes with practice I know.
One more problem I think I'm having is that I was using to short of a stickout. This is because my slag was not uniformly covering the weld when I was done. I saw this on another video.
I plan on putting some of my projects here. That will come with time.