crash325
Elite Member
What I thought was a simple change to the wood stoves that I build, sure created a problem. To go from just a heat stove to more of a cook stove a 7 to 8" section of the tank was removed, so that the top plate gets direct heat.
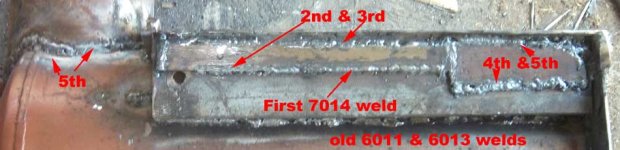
Welding 18" inside a 14" tube turned out to be a real pain. Plan was to tack it down in several places then come back & weld solid. #1 Problem was this tank was thinner than most of the other tanks that I have used. Under 1/8", about .0100. #2 The 18" cuts were not perfect, very close but some small gaps. Using 1/8" #6011 I started a 100 amps. Way to hot so I worked my way down all the way to 40 amps. A little hard to light & maintain an arc. But it was a lot better and less burn through on the water tank. Used some 3/32 rod, no real gain and less fill. Using "splash & dance" ( weld on top plate up close to tank, quickly dance onto the tank.) Managed to get most of the burn through filled. Even with welding a little here and there the top plate warped real bad.
Most of the problems are probably the welder, but I can't replace him.:laughing:
I think 1 answer to the problem would be a wire feed welder, but at this point that is not an option. I had a 50"# box of Murex 1/8" 6011 and really liked it. Had get some new rod, picked up a little box of 6011 at HF. Turned out to be great rod, it would run at 40 amps with almost no slag. Picked up a 5# box of Lincoln Weld, thinking how much better it would be than the HF rod. Wrong, wouldn't run at 75, or 90. At 110 it would barely run. To get any kind of a decent bead I'm up to 145 amps, lots & lots of slag.
Had some Lincoln Weld 3/32 6013. It welds pretty good at 40 amps, much better at 60 or 75. Does not burn through like the 6011. Will use it on the next stove.
Suggestions Please. Other than "replace the welder" and a wire feed welder.")
Welding 18" inside a 14" tube turned out to be a real pain. Plan was to tack it down in several places then come back & weld solid. #1 Problem was this tank was thinner than most of the other tanks that I have used. Under 1/8", about .0100. #2 The 18" cuts were not perfect, very close but some small gaps. Using 1/8" #6011 I started a 100 amps. Way to hot so I worked my way down all the way to 40 amps. A little hard to light & maintain an arc. But it was a lot better and less burn through on the water tank. Used some 3/32 rod, no real gain and less fill. Using "splash & dance" ( weld on top plate up close to tank, quickly dance onto the tank.) Managed to get most of the burn through filled. Even with welding a little here and there the top plate warped real bad.
Most of the problems are probably the welder, but I can't replace him.:laughing:
I think 1 answer to the problem would be a wire feed welder, but at this point that is not an option. I had a 50"# box of Murex 1/8" 6011 and really liked it. Had get some new rod, picked up a little box of 6011 at HF. Turned out to be great rod, it would run at 40 amps with almost no slag. Picked up a 5# box of Lincoln Weld, thinking how much better it would be than the HF rod. Wrong, wouldn't run at 75, or 90. At 110 it would barely run. To get any kind of a decent bead I'm up to 145 amps, lots & lots of slag.
Had some Lincoln Weld 3/32 6013. It welds pretty good at 40 amps, much better at 60 or 75. Does not burn through like the 6011. Will use it on the next stove.
Suggestions Please. Other than "replace the welder" and a wire feed welder.