Gary Fowler
Super Star Member
- Joined
- Jun 23, 2008
- Messages
- 11,917
- Location
- Bismarck Arkansas
- Tractor
- 2009 Kubota RTV 900, 2009 Kubota B26 TLB & 2010 model LS P7010
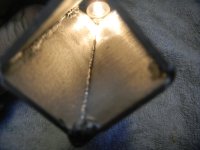
I would forget about trying to weld that thin wall tubing. It would be pretty hard to weld that with a high frequency TIG rig and a professional aluminum welder. Try the propane brazing wire. I saw a demo on that where the guy welded up a 1/2" diameter hole in coke can and it is stronger than the parent metal also. I dont know if it was the same stuff as the link because I couldnt get it to work. I got price for the brazing wire a while back and it was like $40 per pound but a pound would do a lot of work on that tubing. Search you tube for a video of the newest aluminum brazing video.
 I have probably lost most of my mini bottle of Argon now
I have probably lost most of my mini bottle of Argon now