You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Opinions on box blade modifications
- Thread starter canoetrpr
- Start date
/ Opinions on box blade modifications
#11

OP
canoetrpr
Veteran Member
- Joined
- Aug 7, 2005
- Messages
- 2,382
- Location
- Ontario, Canada
- Tractor
- Kubota M7040 cab/hyd shuttle - current, Kubota L3400 - traded
cleatus.. that's exactly the modification of john_buds idea I had in mind. Except instead of bolting the flat bar - as there is no room on the other side (and because I have recently acquired a welder  ), I'm going to weld that flat bar on. To give it strenght it is probably going to be a 6" x 3" 3/8.
), I'm going to weld that flat bar on. To give it strenght it is probably going to be a 6" x 3" 3/8.
), I'm going to weld that flat bar on. To give it strenght it is probably going to be a 6" x 3" 3/8.cleatus
Gold Member
That's about the size I was thinking too.
3RRL
Super Member
- Joined
- Oct 20, 2005
- Messages
- 6,825
- Tractor
- 55HP 4WD KAMA 554 and 4 x 4 Jinma 284
canoe,
Shees, you've got more going on than anybody!
Your idea will work good, but if it was me, I'd make it a little different (since you asked ). My idea would be to make it easy to switch back and forth and not end up with any loose components that could be lost. Of course, it's a tiny bit more work. But hey, you wanted the extra welding experience, right?
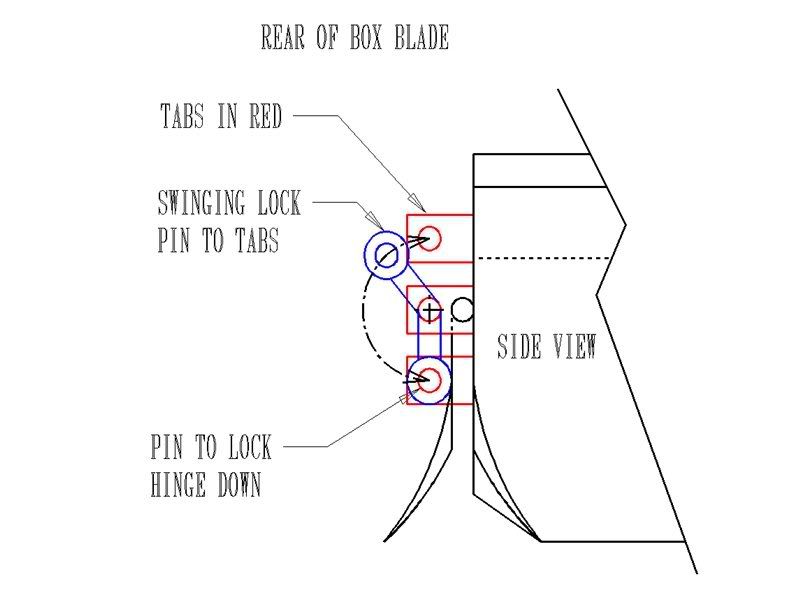
I would weld on tabs just like you said, using fairly heavy stock like 1/2 thick plate and holes in them, except I'd use 3 tabs on each side, or one long one that would span the distance needed. The center tabs should be located about where your hinge pivots now. The lower tabs placed just above the cutting blade and the top tabs an equal distance up from the middle tabs. You want to make a pivoting lock (pivoting from the center tab) that can be pivoted up and down to lock or unlock the hinged blade.
So the lock would have a hole on each end to fit a pin. One end of the lock would be pinned to the middle tab permanently. The lock could be shaped like a barbell or a piece of steel welded to it, so when it is pivoted down to the hinged blade, it would touch the blade. Then you put a pin through that end and the lower tab to keep it there...which locks the blade down. When the lower pin is removed, you can pivot the lock up to the top tab and pin it there, which retains it in the "up" position and allows your hinged blade to work freely. Use the same hitch pin and lynch pin so you don't need and spare parts and there's nothing to stowe or lose.
You can radius the edges to make it look better and use one length tab like I said before. So that's my idea...
What do you think?
(Click to Enlarge)
Shees, you've got more going on than anybody!
Your idea will work good, but if it was me, I'd make it a little different (since you asked
). My idea would be to make it easy to switch back and forth and not end up with any loose components that could be lost. Of course, it's a tiny bit more work. But hey, you wanted the extra welding experience, right?I would weld on tabs just like you said, using fairly heavy stock like 1/2 thick plate and holes in them, except I'd use 3 tabs on each side, or one long one that would span the distance needed. The center tabs should be located about where your hinge pivots now. The lower tabs placed just above the cutting blade and the top tabs an equal distance up from the middle tabs. You want to make a pivoting lock (pivoting from the center tab) that can be pivoted up and down to lock or unlock the hinged blade.
So the lock would have a hole on each end to fit a pin. One end of the lock would be pinned to the middle tab permanently. The lock could be shaped like a barbell or a piece of steel welded to it, so when it is pivoted down to the hinged blade, it would touch the blade. Then you put a pin through that end and the lower tab to keep it there...which locks the blade down. When the lower pin is removed, you can pivot the lock up to the top tab and pin it there, which retains it in the "up" position and allows your hinged blade to work freely. Use the same hitch pin and lynch pin so you don't need and spare parts and there's nothing to stowe or lose.
You can radius the edges to make it look better and use one length tab like I said before. So that's my idea...
What do you think?
(Click to Enlarge)
OP
canoetrpr
Veteran Member
- Joined
- Aug 7, 2005
- Messages
- 2,382
- Location
- Ontario, Canada
- Tractor
- Kubota M7040 cab/hyd shuttle - current, Kubota L3400 - traded
Rob - as always, I really appreciate your thoughts.
I think it is a great idea. Originally I was thinking of welding the tabs so that they would overlap on the outside of the side plates of the box blade - so fillet welds... but I'm thinking that your idea calls for the tabs to simply be extensions of the side plates - so butt welds.
That sounds good... I'm a little more confident with my ability to stick two pieces of metal together with butt welds anyway
I like the idea of going with one larger tab - it will keep things simple. Do you really think I need to go with 1/2" stock? The box blade side plates are 3/8" and I have 3/8" stock lying around.
The only thing I'm not sure is how big/thick/wide the lock needs to be in order to old the rear blade in place. What do you think of the idea of using a couple modified top link pins for the locks? I think it should be big enough. Its got a lynch pin sized hole pre drilled at one end. I could just cut it to size and drill another hole at the other end for the hinge.
I suppose another option is to weld a two to three inch wide piece of stock, onto a top link pin cut to size with the extra hole, to act as the lock.
I think that my welding skill is nearly up to the point where I can start mucking around with the box blade. I've been practising fillet welds on T joints. About 50% of them look good... the other 50% look like %%%#$%.
Out of curiosity, what process do you use for all the stuff you do? I've started with stick. I've had my eye on a Millermatic 210 mig machine that's come up for sale locally recently. I'll bet it will be a lot easier to maintain a constant arc gap with a mig than with a foot long stick electrode
I think it is a great idea. Originally I was thinking of welding the tabs so that they would overlap on the outside of the side plates of the box blade - so fillet welds... but I'm thinking that your idea calls for the tabs to simply be extensions of the side plates - so butt welds.
That sounds good... I'm a little more confident with my ability to stick two pieces of metal together with butt welds anyway
I like the idea of going with one larger tab - it will keep things simple. Do you really think I need to go with 1/2" stock? The box blade side plates are 3/8" and I have 3/8" stock lying around.
The only thing I'm not sure is how big/thick/wide the lock needs to be in order to old the rear blade in place. What do you think of the idea of using a couple modified top link pins for the locks? I think it should be big enough. Its got a lynch pin sized hole pre drilled at one end. I could just cut it to size and drill another hole at the other end for the hinge.
I suppose another option is to weld a two to three inch wide piece of stock, onto a top link pin cut to size with the extra hole, to act as the lock.
I think that my welding skill is nearly up to the point where I can start mucking around with the box blade. I've been practising fillet welds on T joints. About 50% of them look good... the other 50% look like %%%#$%.
Out of curiosity, what process do you use for all the stuff you do? I've started with stick. I've had my eye on a Millermatic 210 mig machine that's come up for sale locally recently. I'll bet it will be a lot easier to maintain a constant arc gap with a mig than with a foot long stick electrode
3RRL
Super Member
- Joined
- Oct 20, 2005
- Messages
- 6,825
- Tractor
- 55HP 4WD KAMA 554 and 4 x 4 Jinma 284
You can surely use 3/8 stock but I was thinking the force from the back blade might kick it out a bit and the hole would elongate? Perhaps use 2 pieces spaced apart a bit sort of like how the lift pins are boxed in so they don't bend or flex out. You can butt or overlap weld them to the side plates.
Yeah, a pin like that would work great. Use the small existing hole for your center pivot and on the other end instead of drilling another hole, you could weld a pipe or thick tube to the end that would accept the pin diameter? Or, like you said weld a piece of metal to it with a hole drilled in it. I always like to make stuff as simple as possible when I can or ... lol ... as hard as it needs to be to work. You've got a good imagination and mechanical skills, so just fit whatever in there that will make it work and not fail.
Most of my stuff was done when I camped at the property so I used a Lincoln 220 AC stick welder with 6011 for my root welds and finish with 7018 ac rods running off a 5550 generator. I use 6011 because of excellent penetration and the fact that you don't have to prep the steel as well as you do for the other rods. That is not to say I don't grind chamfers though, because I always do that and also clean the welding area as best I can. When you get used to it, after a while you can weld left or right handed just as well. Just make sure your amps are enough to get a good puddle and move the rod to marry the two materials together. When OP welding, I turn the amps down a notch to avoid dripping the bead down. I also move the rod (weaving) side to side a tad more to let the weld "set" a bit more.
I've never used a mig but heard great things about them. I do heli-arc weld (TIG) but that is still different than mig. I have 2 AC stick welders, 1 ac/dc diesel generator welder and 1 TIG welder that also does ac or dc stick. Also oxy/acetylene of course.
I just use what I got, and where I am at the time.
Yeah, a pin like that would work great. Use the small existing hole for your center pivot and on the other end instead of drilling another hole, you could weld a pipe or thick tube to the end that would accept the pin diameter? Or, like you said weld a piece of metal to it with a hole drilled in it. I always like to make stuff as simple as possible when I can or ... lol ... as hard as it needs to be to work.
You've got a good imagination and mechanical skills, so just fit whatever in there that will make it work and not fail.Most of my stuff was done when I camped at the property so I used a Lincoln 220 AC stick welder with 6011 for my root welds and finish with 7018 ac rods running off a 5550 generator. I use 6011 because of excellent penetration and the fact that you don't have to prep the steel as well as you do for the other rods. That is not to say I don't grind chamfers though, because I always do that and also clean the welding area as best I can. When you get used to it, after a while you can weld left or right handed just as well. Just make sure your amps are enough to get a good puddle and move the rod to marry the two materials together. When OP welding, I turn the amps down a notch to avoid dripping the bead down. I also move the rod (weaving) side to side a tad more to let the weld "set" a bit more.
I've never used a mig but heard great things about them. I do heli-arc weld (TIG) but that is still different than mig. I have 2 AC stick welders, 1 ac/dc diesel generator welder and 1 TIG welder that also does ac or dc stick. Also oxy/acetylene of course.
I just use what I got, and where I am at the time.
canoetrpr said:Rob - as always, I really appreciate your thoughts.
I think it is a great idea. Originally I was thinking of welding the tabs so that they would overlap on the outside of the side plates of the box blade - so fillet welds... but I'm thinking that your idea calls for the tabs to simply be extensions of the side plates - so butt welds.
That sounds good... I'm a little more confident with my ability to stick two pieces of metal together with butt welds anyway
I like the idea of going with one larger tab - it will keep things simple. Do you really think I need to go with 1/2" stock? The box blade side plates are 3/8" and I have 3/8" stock lying around.
The only thing I'm not sure is how big/thick/wide the lock needs to be in order to old the rear blade in place. What do you think of the idea of using a couple modified top link pins for the locks? I think it should be big enough. Its got a lynch pin sized hole pre drilled at one end. I could just cut it to size and drill another hole at the other end for the hinge.
I suppose another option is to weld a two to three inch wide piece of stock, onto a top link pin cut to size with the extra hole, to act as the lock.
I think that my welding skill is nearly up to the point where I can start mucking around with the box blade. I've been practising fillet welds on T joints. About 50% of them look good... the other 50% look like %%%#$%.
Out of curiosity, what process do you use for all the stuff you do? I've started with stick. I've had my eye on a Millermatic 210 mig machine that's come up for sale locally recently. I'll bet it will be a lot easier to maintain a constant arc gap with a mig than with a foot long stick electrode
OP
canoetrpr
Veteran Member
- Joined
- Aug 7, 2005
- Messages
- 2,382
- Location
- Ontario, Canada
- Tractor
- Kubota M7040 cab/hyd shuttle - current, Kubota L3400 - traded
Rob, I've decided to go with something based on your idea. After mulling it over, 1/2" is DEFINITELY the right thing to do here. That rear blade on this box blade is really thick stuf. Lots of 1/2" steel on this box blade.
Just picked up 4 feet of 2" x 1/2" flat bar today for the project. I'm going to practise some more fillets and Ts on some scrap before getting into it but I think I've almost got enough confidence to start welding onto my box blade.
Just picked up 4 feet of 2" x 1/2" flat bar today for the project. I'm going to practise some more fillets and Ts on some scrap before getting into it but I think I've almost got enough confidence to start welding onto my box blade.
3RRL
Super Member
- Joined
- Oct 20, 2005
- Messages
- 6,825
- Tractor
- 55HP 4WD KAMA 554 and 4 x 4 Jinma 284
That's great.
Can't wait to see the photos!
Can't wait to see the photos!
3RRL
Super Member
- Joined
- Oct 20, 2005
- Messages
- 6,825
- Tractor
- 55HP 4WD KAMA 554 and 4 x 4 Jinma 284
Any progress to tell us about?
OP
canoetrpr
Veteran Member
- Joined
- Aug 7, 2005
- Messages
- 2,382
- Location
- Ontario, Canada
- Tractor
- Kubota M7040 cab/hyd shuttle - current, Kubota L3400 - traded
I've got the materials and they've been sitting beside my box blade for a good many weeks now. Both my sisters got married this August - within a week of each other! so we had a bunch of crazy weeks. Just have not had the chances to spend time in the shop.
In other news... I just purchased a Millermatic 210 mig welder on ebay. Its on its way and should be here on Friday. I might wait till I play with the MM a bit.
In other news... I just purchased a Millermatic 210 mig welder on ebay. Its on its way and should be here on Friday. I might wait till I play with the MM a bit.