You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Stick welding aluminum
- Thread starter mikefromnh
- Start date
- Views: 13405
/ Stick welding aluminum
#11

OP
mikefromnh
Gold Member
- Joined
- Mar 7, 2009
- Messages
- 465
It's interesting you have it labeled 0.0 arc force. This was the first time I was wondering if I could have benefited from adjustable arc force.
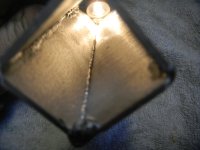
A couple more pics
117 amps
Before and after wire brushing the flux.

A couple more pics
117 amps
Before and after wire brushing the flux.
Shield Arc
Super Member


I'm thinking the OP was just stating that for a small aluminum repair, aluminum stick is a cheap good fix. As far as aluminum mig welding goes, everybody that can mig weld steel, can mig weld aluminum, and it does come out a lot better, but to stick weld aluminum, you have to be good at stick welding, and then it's a challenge. Then you have the cost set up for aluminum mig welding.
I've welded a small aluminum project before with 1/8 stick on 1/4" thick angle bar, worked ok I thought, the welds was strong and lasted, I think I set my DC welder on DC straight, on the stop and starts, I cut the end of the rod for a better arc re-start.
I've welded a small aluminum project before with 1/8 stick on 1/4" thick angle bar, worked ok I thought, the welds was strong and lasted, I think I set my DC welder on DC straight, on the stop and starts, I cut the end of the rod for a better arc re-start.
5030
Epic Contributor
- Joined
- Feb 21, 2003
- Messages
- 26,986
- Location
- SE Michigan in the middle of nowhere
- Tractor
- Kubota M9000 HDCC3 M9000 HDC
Just before welding use a stainless steel wire brush on the weld zone. And a little preheat helps too..... Yep.
I keep my stainless wire brush in the consumable drawer under my Lincoln TIG machine. Always handy.Right with my TIG finger and doeskin gloves.
I keep my stainless wire brush in the consumable drawer under my Lincoln TIG machine. Always handy.Right with my TIG finger and doeskin gloves.
5030
Epic Contributor
- Joined
- Feb 21, 2003
- Messages
- 26,986
- Location
- SE Michigan in the middle of nowhere
- Tractor
- Kubota M9000 HDCC3 M9000 HDC
Personally I think a spool gun does a much better job.
Been kicking around an ESAB Pulsed Mig with a push-pull gun. I demo'd one here at the shop and the weld asthetics are amazing. TIG in appearance and 3 times the speed.
Shield Arc
Super Member


I've done some repair work with stick before. Actually, the first time I did it I was surprised how well it worked and how strong it turned out. However, unless it is something remote in the field, my spoolgun is the go to and that's after a good brushing with my stainless steel wire brush that hangs on the wall dedicated for aluminum.
Stimw
Elite Member
I have used them in the past.
The learning curve is straight up!
KEEP the rods in a container! If you lay the rods down they will become wet in minutes!
The learning curve is straight up!
KEEP the rods in a container! If you lay the rods down they will become wet in minutes!
I have used them in the past.
The learning curve is straight up!
KEEP the rods in a container! If you lay the rods down they will become wet in minutes!
That's no joke. I did a repair and left the remaining rods in the plastic container they came in. Next morning I had some overpriced short pieces of aluminum wire.
