I got one of the the 300's also and really like it. Just seems well made! I have an old lincoln A/C buzz box and don't know much about what I am doing but my welds always hold so I guess they are not too too bad.... With the 300 I expect they will get much better over time.
I notice the 300 seems much Hotter - I was undercutting until I figured out to cut it back a bit. Can anyone recommend a good book on stick welding that may help me understand more and learn more? Also it seems I have more trouble finding a GOOD ground, is that a difference been using AC and a DC machine? Just noticed that with my old AC machine I could hook the ground clamp 5' from where I was working and the rod would strike, but with the DC I seems to have to have it within several inches and make sure I have a very well cleaned area. Am I doing something wrong perhaps? The 300 seems like a VERY nice solid machine and once I learn more about it and how to use it I think I really become a much better welder!
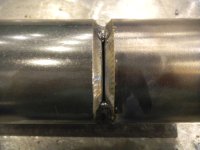
On another note.... what is open root pipe - keep seeing it mentioned and was wondering what it means?
 . I left it at 5.
. I left it at 5.