OkieDave
Silver Member
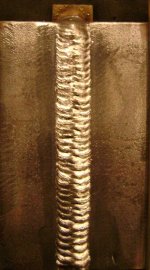
I'm building a smoker, and I welded the hinges on this afternoon. I'm not particularly happy with the quality of my welds, and I was hoping to get some feedback from the more experienced members.
Background info: the pipe is 3/8", the hinges appear to be made of 1/4" material. Yes, the pipe is rusty, but I wire-brushed the weldment site thoroughly (knotted wheel on a handheld grinder). MM252, .030 ER70S6, 24.3V/500ipm (recommended setting), 25CFH of C25.
The pictures:






Background info: the pipe is 3/8", the hinges appear to be made of 1/4" material. Yes, the pipe is rusty, but I wire-brushed the weldment site thoroughly (knotted wheel on a handheld grinder). MM252, .030 ER70S6, 24.3V/500ipm (recommended setting), 25CFH of C25.
The pictures: