deereman75
Veteran Member
- Joined
- Apr 29, 2011
- Messages
- 1,912
- Location
- canada
- Tractor
- Deere 2120, Warner & Swasey 6000# offroad forklift, Case W9B loader, various non-running decorations
I finally have everything I need to start tig welding. I have my argon hooked up, and yesterday I got a pack of 1/16 inch thorinated tungsten. Anyways, I am wondering how I should sharpen them.
I don't have a bench grinder that can be dedicated to tungsten, but I do have a kalamazoo 1x42 belt grinder for knife making. I am wondering if it would work alright to put a fine (320 grit) belt on it, and keep that belt for tungsten?
I have also heard of sharpening tungsten with a cutting torch? I assume that is more of a last ditch field method?
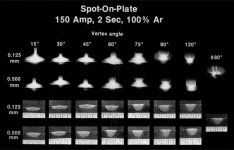
Any advice for angles to sharpen it at, or any other tips for starting scratch start?
I don't have a bench grinder that can be dedicated to tungsten, but I do have a kalamazoo 1x42 belt grinder for knife making. I am wondering if it would work alright to put a fine (320 grit) belt on it, and keep that belt for tungsten?
I have also heard of sharpening tungsten with a cutting torch? I assume that is more of a last ditch field method?
Any advice for angles to sharpen it at, or any other tips for starting scratch start?


 , and never missed a day of work.
, and never missed a day of work.
