sixdogs
Super Star Member
- Joined
- Dec 8, 2007
- Messages
- 15,692
- Location
- Ohio
- Tractor
- Kubota M7040, Kubota MX5100, Deere 790 TLB, Farmall Super C
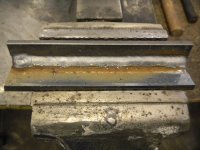
Let's see your welds and don't be shy.
Show the good, the bad and the ugly.
Here are my two final welds from an adult ed welding class--on scrap 3/16". I'm 63 but needed some help.
Done with a Lincoln 275 ? MIG that can also do stick and was awaiting an upgrade to add TIG.
Can't recall amps or volts but I heard the perfect scrambled eggs sound.
Show the good, the bad and the ugly.
Here are my two final welds from an adult ed welding class--on scrap 3/16". I'm 63 but needed some help.
Done with a Lincoln 275 ? MIG that can also do stick and was awaiting an upgrade to add TIG.
Can't recall amps or volts but I heard the perfect scrambled eggs sound.


 So I changed rolls of wire and tried some .035. Still didn't seem too bad to me!:laughing:
So I changed rolls of wire and tried some .035. Still didn't seem too bad to me!:laughing: