Shield Arc
Super Member
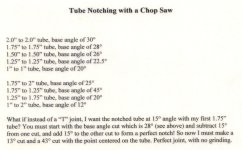
I don't ever remember saddling pipe with a chop saw, but I know guys who have great success at it. Someone posted this chart years ago who saddles with a chop saw.
Here is a link to a handy coping calculator.
Tube Coping Calculator
Here is a link to a handy coping calculator.
Tube Coping Calculator
")




