OP
GuglioLS
Veteran Member
- Joined
- Feb 13, 2005
- Messages
- 1,155
- Location
- Edgewood, NM USA
- Tractor
- Jinma 354, 1953 Ford NAA Golden Jubilee, Komatsu Bulldozer
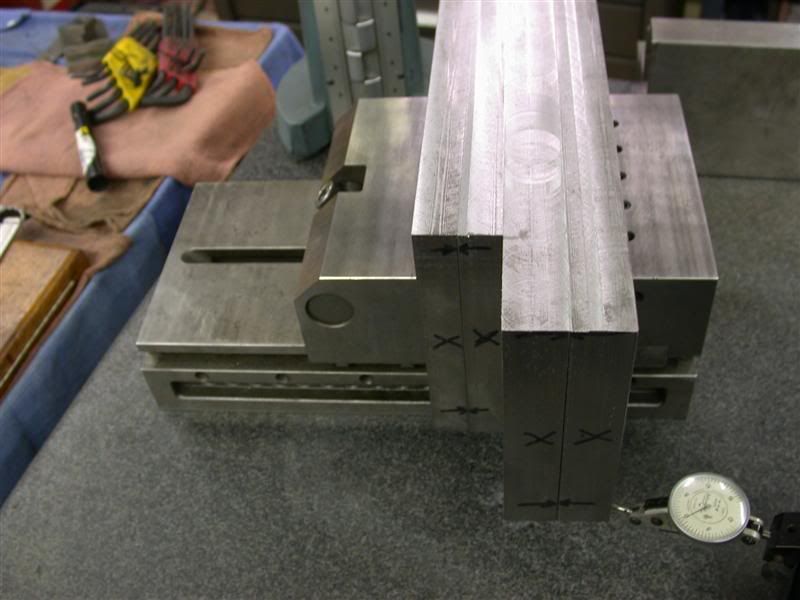
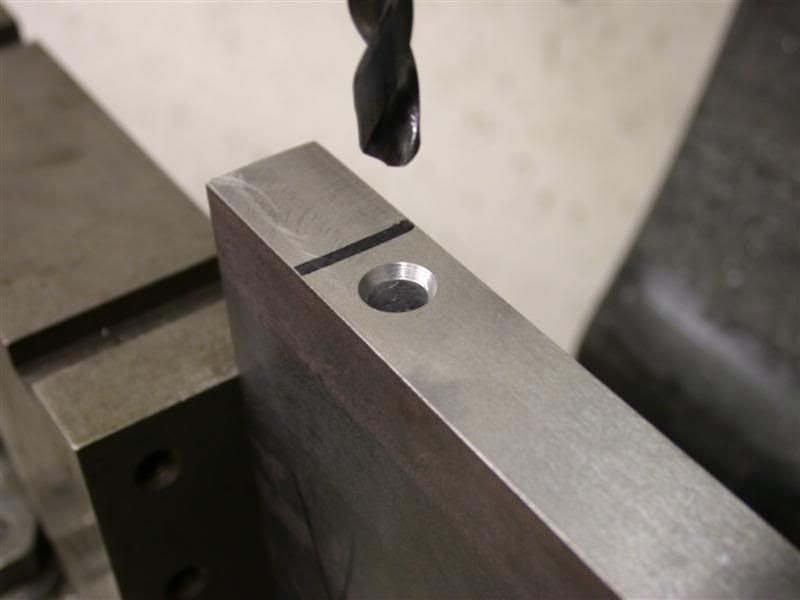
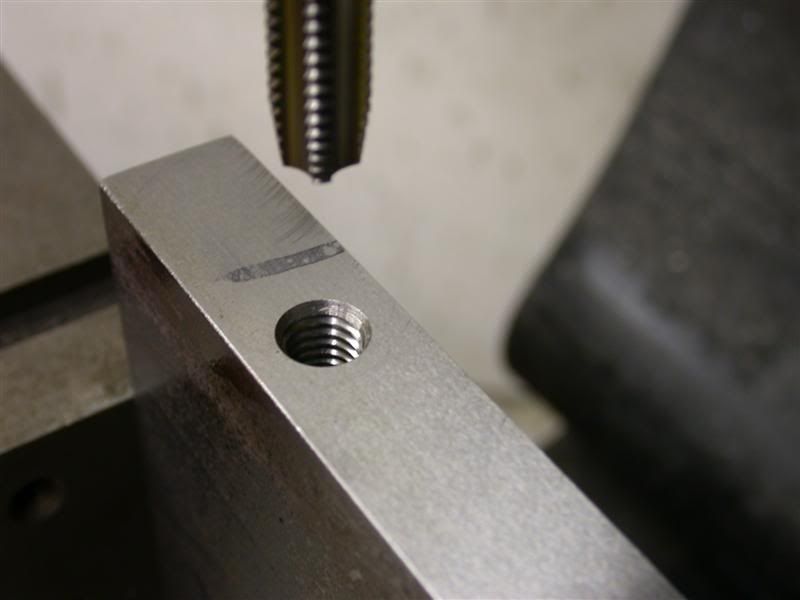
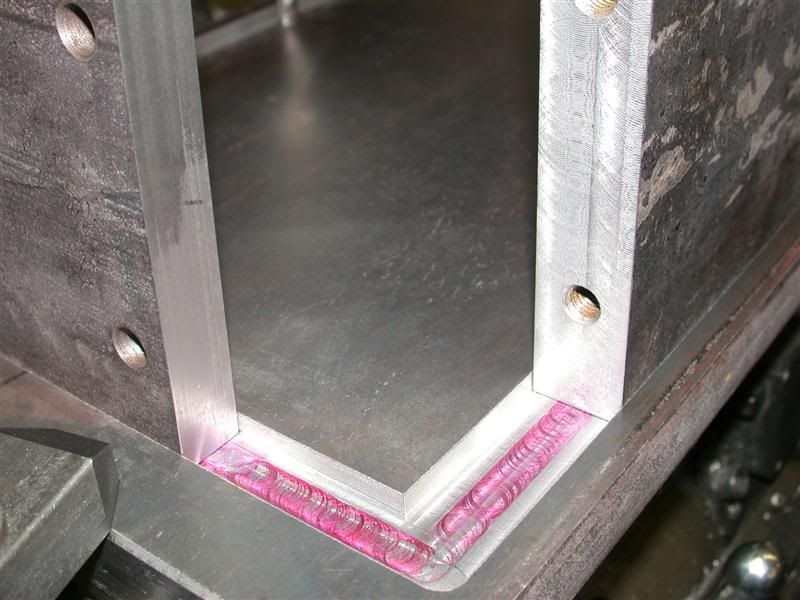
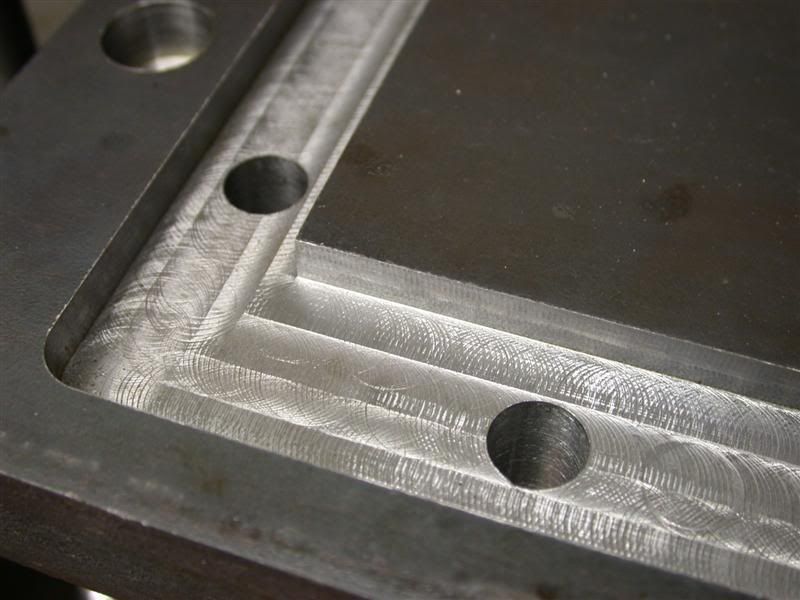
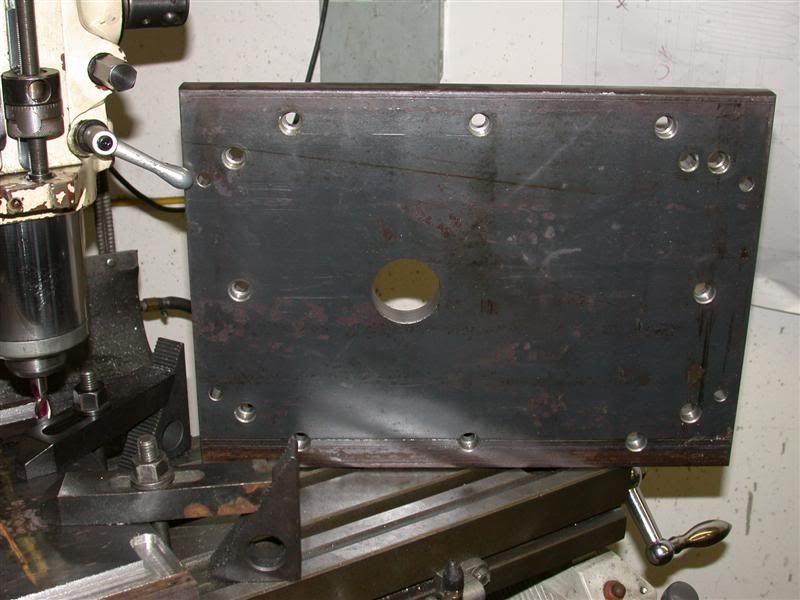
There is a lot of prep work to make sure the plates are square and parallel for when I do my hole bores. I'll know they will line up and not be cockeyed to each other causing binding or something.
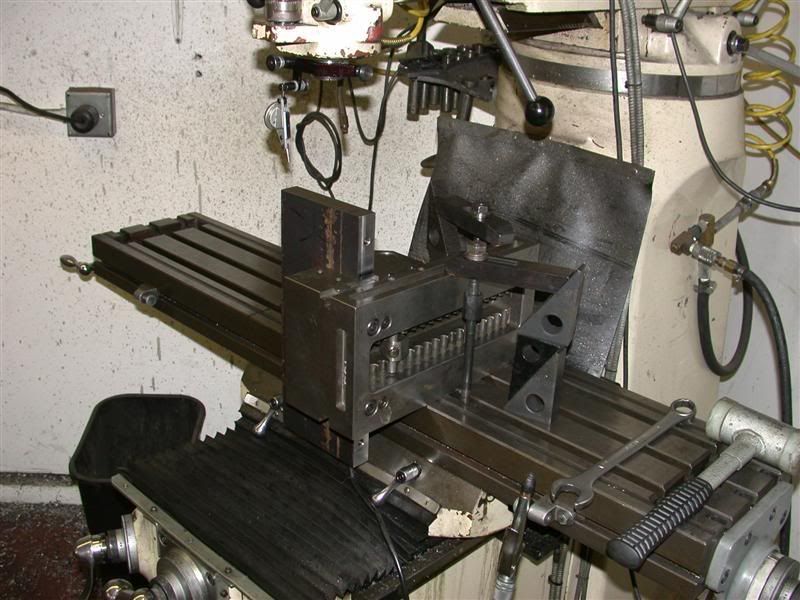
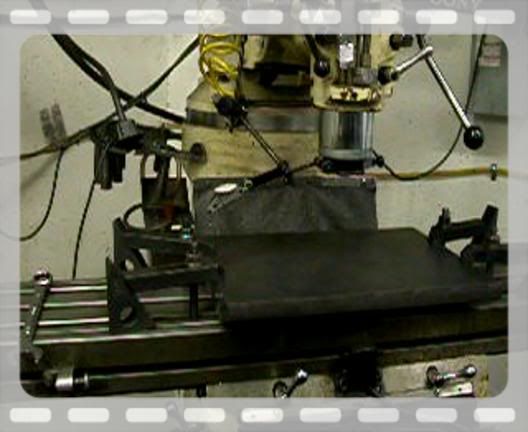
Here's a short video of one pass. Sorry it's not that great but I had to dodge hot chips while filming. It only shows the last strip being cut left on the longer plates though.

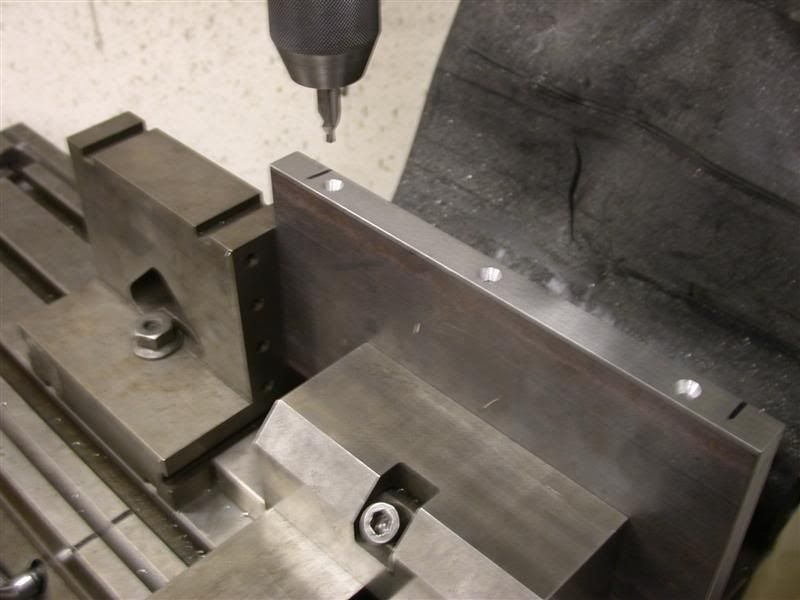
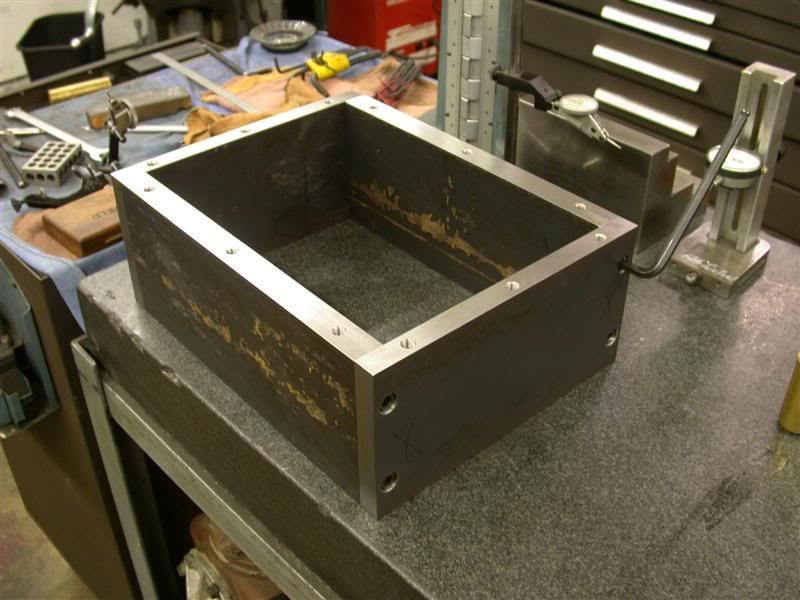
I was machining .080" a pass at 20" a minute (approx) with air cooling the inserted carbide mill cutter. I machined all the plates together because they all had to end up the same size.
Rob-
Here's a short video of one pass. Sorry it's not that great but I had to dodge hot chips while filming. It only shows the last strip being cut left on the longer plates though.
I was machining .080" a pass at 20" a minute (approx) with air cooling the inserted carbide mill cutter. I machined all the plates together because they all had to end up the same size.
Rob-