Shield Arc,
Please explain what you're doing and why in the drawings in post 3 and the photos in post 11. I want to make sure I understand.[/QUOT
In post 3, the lines and dots represent places you've applied heat with the torch and when those spots cool, they'll contract more than they've swelled and draw the ends of the steel upward and the places where heat was applied downward, is that correct?
Yes that is correct.
Hey SA, how long did it take to learn you could bend steel like that after you invented fire? :laughing: ... Oh wait, forgot no picking on the old guys..
In the 1970s I worked with a guy for about two years, supposedly he worked at Todd shipyard on Harbor Island in Seattle, with the guy who did the beams on the Seattle Space Needle. Well that's his story! But I do know he was very good at heat shrinking.
In the third photo, that must be a pump type spray bottle in your hand. At first I thought you were applying heat with a plasma cutter and couldn't figure out why you weren't wearing a glove.
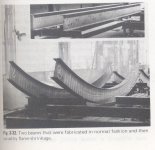
The final two photos have me stumped. Is the red arrow pointing at something or showing the direction you are drew the metal? Is the final photo the result of your work?
I ask all these questions because I keep a list of links with pointers on metal working. If the link to this one is labeled with your name, I'll know it's expert information.
Thanks,
Stuck
Yes that was a spray bottle of water.
After welding that beam it wasn't square to the bottom beam, so I heated a wedge in the beam to bring it back square.
 I'll have to find my book, look it up and scan the pictures.
I'll have to find my book, look it up and scan the pictures.